Welcome: Jinan GoodCut CNC Machinery Co.,Ltd.



smileji@goodcutcnc.com
008618396857273
Welcome: Jinan GoodCut CNC Machinery Co.,Ltd.
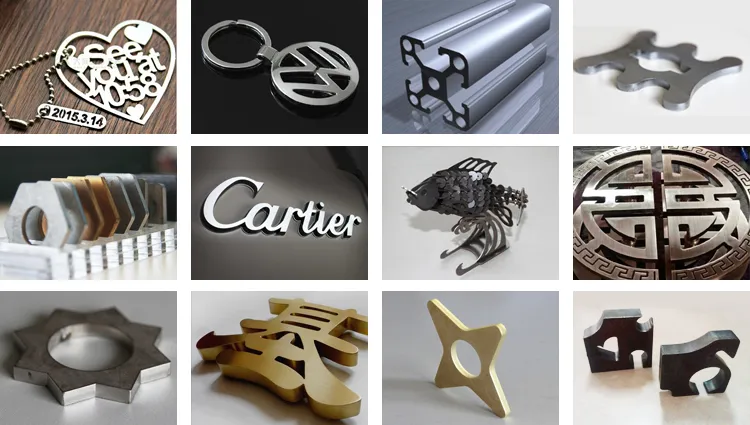
The auxiliary gas of laser cutting machine usually has oxygen, air and nitrogen. Different auxiliary gas is used to cut different materials.According to the thickness of cutting materials, the pressure and flow rate of auxiliary gas are different, and the pressure of auxiliary gas has a direct impact on the laser cutting effect.The auxiliary gas can blow away the slag in time to cool the workpiece and clean the lens when the laser cutting machine is running.Choose different auxiliary gas, also can change the cutting speed and cutting surface quality.Common types of auxiliary gases are oxygen, air, and nitrogen.
1. Compressed air
Air is suitable for cutting aluminum, nonmetal and galvanized steel sheets. To some extent, it can reduce oxidation film and save cost.Generally in the cutting plate is not relatively thick, cutting end face requirements are not too high to use, in a number of sheet metal chassis machine cabinets and other product industry applications.
2. Nitrogen
Nitrogen is an inert gas, during cutting to prevent the product cutting end oxidation, prevent combustion (when the plate is relatively thick prone to occur.Nitrogen can be used for products with higher requirements on cutting end surface and exposed to the outside.Such as some decoration industry, aerospace and other special parts;
3. Oxygen
Oxygen mainly plays a combustion role, it can make the cutting speed increased, cutting thickness thickened.Oxygen is suitable for thick plate cutting, high speed cutting and extremely thin plate cutting, such as some heavy carbon steel plate and some thick carbon steel plate bonded members, which can use oxygen.
Increasing the gas pressure of laser cutting machine can increase the cutting speed, but after reaching a maximum, increasing the gas pressure will cause the cutting speed to decrease.Under high auxiliary gas pressure, the reason of cutting speed decrease can be attributed to not only the enhancement of cooling effect of high airflow speed on the laser acting area, but also the interference of intermittent shock wave existing in the airflow on the cooling of the laser acting area.
The existence of uneven pressure and temperature in the flow field will cause the change of the density of the flow field.This density gradient causes the refractive index of the field to change, causing the energy of the muzzle beam to focus, causing the beam to refocus or diverge.This interference can affect the melting efficiency, and sometimes may alter the mode structure, resulting in reduced cutting quality if the beam diverges too far.Make the light spot too large, even can cause the serious consequences of not cutting effectively.
Contact: Smile Ji
Wechat: 008618396857273
Whatsapp: 008618396857273
Tel: 008618396857273
Email: smileji@goodcutcnc.com
Add: 402 Jinxing Longsheng Building, High-tech district, Jinan City, Shandong Province, China
 smileji@goodcutcnc.com
smileji@goodcutcnc.com 008618396857273
008618396857273